Model Preparation
Summary
TLDREl script destaca la importancia de la orientación de piezas en impresión 3D, minimizando voladizos y asegurando soportes. Se menciona la necesidad de agujeros de drenaje en piezas SLA, y cómo el relleno y grosor de pared afectan rigidez y durabilidad. La escala de piezas es clave para adaptación y encaje, y la calidad de acabado depende del grosor de capa y procesos post-impresión como lijado y pulido. Cura y Preform, softwares de slicer, facilitan la preparación de modelos, ajuste de orientación y soportes para FDM y SLA respectivamente.
Takeaways
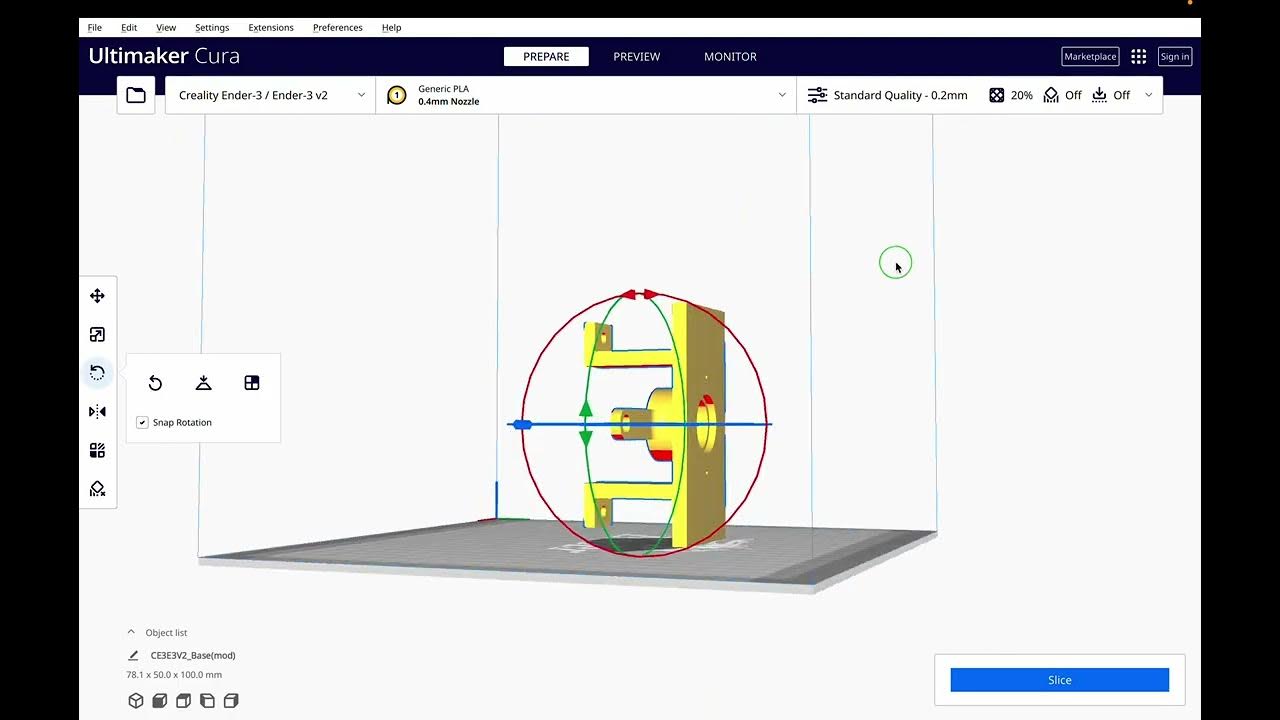
- 🔄 Orientar la pieza correctamente es crucial para minimizar voladizos y asegurar que el material de soporte esté en su lugar.
- 🕳️ Las piezas SLA necesitan un orificio de drenaje para evitar que la resina líquida quede atrapada dentro de la pieza.
- 🔧 La cantidad de relleno o material sólido afecta significativamente la pieza y el grosor de las paredes deseadas.
- 📏 Ajustar la escala garantiza que las piezas tengan el tamaño correcto y puedan ensamblarse adecuadamente.
- ✨ La calidad de la suavidad y el acabado se determina por el grosor del material y los procedimientos de postimpresión.
- 🔍 Con las impresoras FDM, minimizar el número de voladizos asegura que las capas se adhieran correctamente.
- 📐 En las impresoras SLA, considerar cómo se agregarán los soportes es importante, pero no tan crítico como en las FDM.
- 🏠 Para piezas huecas en SLA, debe haber un orificio de drenaje natural o modelado para evitar que la resina quede atrapada.
- 🧱 El concepto de relleno afecta la rigidez de la pieza y el consumo de material y tiempo.
- ⚖️ El grosor de las paredes afecta la resistencia, la durabilidad, la cantidad de material necesario, el tiempo de impresión y el acabado de la pieza.
Q & A
¿Por qué es importante la orientación de la pieza al preparar un modelo para imprimir?
-La orientación de la pieza es crucial para minimizar los voladizos y asegurarse de que el material de soporte esté en su lugar, lo que contribuye a un resultado de impresión exitoso.
¿Qué problema puede surgir en las piezas SLA si no se incluye un agujero de drenaje?
-Si no se incluye un agujero de drenaje en las piezas SLA, la resina líquida puede quedar atrapada dentro de la pieza, lo que puede afectar la calidad y durabilidad de la impresión.
¿Cómo afecta la cantidad de material de relleno a la impresión de una pieza?
-La cantidad de material de relleno afecta la rigidez de la pieza, así como la cantidad de material utilizado y el tiempo de impresión. Un mayor relleno proporciona mayor rigidez, pero también consume más material y tiempo.
¿Qué significa ajustar la escala de una pieza antes de imprimirla?
-Ajustar la escala de una pieza implica cambiar su tamaño para asegurarse de que las piezas encajen correctamente entre sí, especialmente si se espera que la pieza se encoja ligeramente durante el proceso de curado.
¿Por qué es crucial minimizar los voladizos al imprimir con impresoras FDM?
-Minimizar los voladizos es crucial porque asegura que las capas se adhieran correctamente entre sí y que la geometría de la pieza se construya correctamente. Voladizos mayores a 55-60 grados generalmente requieren material de soporte para evitar fallos en la impresión.
¿Qué software se mencionó en el guion para preparar modelos para impresoras FDM y SLA?
-El software mencionado para preparar modelos para impresoras FDM es Ultimaker Cura, y para impresoras SLA es Formlabs PreForm.
¿Qué ventaja ofrece la función de 'one click print' en el software PreForm de Formlabs?
-La función de 'one click print' en el software PreForm de Formlabs orienta automáticamente la pieza en el ángulo y posición óptimos, genera soportes donde sea necesario y calcula el diseño de la impresión.
¿Qué factores determinan la suavidad y calidad de acabado de una pieza impresa en 3D?
-La suavidad y calidad de acabado de una pieza impresa en 3D están determinadas por el grosor del material y cualquier procedimiento post-impresión, como el lijado, la pintura y el pulido.
¿Cómo afecta el grosor de la pared a una pieza impresa en 3D?
-El grosor de la pared afecta la resistencia y durabilidad de la pieza, la cantidad de material necesario, el tiempo de impresión y la apariencia refinada del producto final.
¿Por qué es importante ajustar la configuración para lograr la calidad de acabado deseada?
-Es importante ajustar la configuración porque las piezas impresas en 3D se crean en capas, y la altura de estas capas tiene un gran efecto en la suavidad y apariencia del acabado. Ajustar la configuración puede optimizar el tiempo de impresión y el consumo de material.
Outlines

Cette section est réservée aux utilisateurs payants. Améliorez votre compte pour accéder à cette section.
Améliorer maintenantMindmap

Cette section est réservée aux utilisateurs payants. Améliorez votre compte pour accéder à cette section.
Améliorer maintenantKeywords

Cette section est réservée aux utilisateurs payants. Améliorez votre compte pour accéder à cette section.
Améliorer maintenantHighlights

Cette section est réservée aux utilisateurs payants. Améliorez votre compte pour accéder à cette section.
Améliorer maintenantTranscripts

Cette section est réservée aux utilisateurs payants. Améliorez votre compte pour accéder à cette section.
Améliorer maintenantVoir Plus de Vidéos Connexes

Descubriendo la Química en Tres Dimensiones: Diseño e Impresión 3D - ULTIMAKE CURA E IMPRESIÓN

Impresión 3D fácil y de calidad: Configura soportes como un profesional en CURA
💥💥NECESITAS CONFIGURAR ESTOS AJUSTES en CURA | Tutorial software Impresión 3D en Español

Impresión 3D - PARTE 2 (Cómo generar codigo G en CURA)

Guía completa impresión 3D para principiantes: montaje, nivelación, CURA y primeras impresiones
STL a G code con Ultimaker CURA
5.0 / 5 (0 votes)
