💥💥NECESITAS CONFIGURAR ESTOS AJUSTES en CURA | Tutorial software Impresión 3D en Español
Summary
TLDREn este video, el presentador ofrece una guía detallada para configurar el software Cura, que es esencial para la impresión 3D. Comenzando con la interfaz simplificada, el video avanza hacia la personalización de la interfaz para ajustar opciones que afectan la calidad de la impresión. Se discuten ajustes clave como la altura de capa, el ancho de línea, el recuento de líneas de pared, y la optimización del orden de impresión. Además, se abordan opciones avanzadas como el relleno, la temperatura de impresión, la velocidad y la retracción, así como la configuración de soportes y la adherencia de la placa de impresión. El video también menciona la importancia de realizar pruebas de flujo y de calibración para adaptar los ajustes a las características específicas de cada impresora 3D. Finalmente, se destaca la importancia de la retroalimentación de la comunidad y se invita a los espectadores a participar en una encuesta para influir en el desarrollo de nuevos productos de filamento básico.
Takeaways
- 📈 La interfaz de Cura tiene más de 500 opciones, pero solo una fracción de ellas es esencial para configurar una buena impresión en 3D.
- 🔧 Es recomendable personalizar la interfaz de Cura para ajustar las opciones que son relevantes para la calidad de las piezas impresas.
- 🌗 La opción de 'Altura de Capa' en la pestaña de 'Calidad' es crucial ya que afecta la resolución y el acabado de la pieza.
- 🧱 El 'Recuento de Líneas de Pared' es importante para la estructura y la calidad de las piezas, con tres líneas siendo un número comúnmente utilizado.
- 🔄 'Optimizar el Orden de Impresión de las Paredes' mejora la secuencia de impresión y reduce el tiempo de impresión.
- 📏 El ajuste 'Ancho de Línea' debe ser aproximadamente un 10% del diámetro de la boquilla, lo que mejora la adherencia entre capas y líneas.
- 🔽 'Relleno Antes que las Paredes' es una opción que permite que el relleno se haga de una manera más eficiente, mejorando la calidad de la impresión.
- 🌡️ La 'Temperatura de Impresión' y la 'Temperatura de la Placa' son ajustes clave para la adherencia y la calidad de la primera capa.
- 🚀 La 'Velocidad de Impresión' y sus ajustes relacionados varían según la impresora y el filamento utilizados, por lo que es importante hacer pruebas para encontrar los valores óptimos.
- 🔁 La 'Retracción' es un ajuste que puede ser crucial para prevenir problemas de impresión, pero sus valores óptimos varían según la impresora.
- ❄️ La 'Refrigeración' es importante para el enfriamiento de las capas y la mejora de la calidad de la impresión, especialmente en piezas grandes.
Q & A
¿Cuál es el propósito principal del vídeo?
-El propósito principal del vídeo es enseñar a los espectadores cuáles son las opciones necesarias que deben tenerse activadas en Cura para que las piezas 3D se impriman correctamente.
¿Qué es Control 3D y cómo se relaciona con el contenido del vídeo?
-Control 3D es una plataforma en línea donde más de 3000 personas han aprendido diseño e impresión 3D a través de una suscripción. El vídeo los invita a visitar Control 3D para obtener más información y aprender más sobre el diseño 3D.
¿Cuál es la versión de Cura que se utiliza en el vídeo?
-La versión de Cura utilizada en el vídeo es la 4.13, a fecha del 16 de enero.
null
-null
¿Por qué es importante ajustar la 'Altura de Capa' y la 'Anchura de Línea' en Cura?
-La 'Altura de Capa' es importante porque establece la resolución de la pieza; cuanto más baja, más fina será la pieza y mejor será el acabado. La 'Anchura de Línea' ayuda a mejorar la adherencia entre capas y entre líneas, y se ajusta en un 10% del ancho de la boquilla de impresión.
¿Qué es el 'Recuento de Líneas de Pared' y cómo afecta la impresión 3D?
-El 'Recuento de Líneas de Pared' se refiere a cuántas capas de pared hay en la impresión. Un recuento más alto puede aumentar la calidad pero también aumentará el tiempo de impresión. El vídeo sugiere usar tres como un número ideal para obtener una buena calidad sin demorarse demasiado.
¿Cómo afecta la 'Optimización del Orden de Impresión de las Paredes' el tiempo de impresión?
-La 'Optimización del Orden de Impresión de las Paredes' hace que la secuencia de impresión sea más razonable y pueda tardar menos tiempo, mejorando la eficiencia del proceso de impresión.
¿Por qué se recomienda desactivar la opción 'Paredes Exteriores antes que Interiores'?
-Se recomienda desactivar esta opción para evitar que Cura primero imprima la pared exterior, lo que podría interferir con la secuencia óptima de impresión y podría resultar en una peor calidad final.
¿Cuál es la función del 'Relleno Antes que las Paredes' y por qué es útil?
-La función 'Relleno Antes que las Paredes' permite que el relleno se haga primero, lo que proporciona una estructura más estable para la pieza. Además, al hacer el relleno primero, se evita que las marcas del relleno se vean desde el exterior de la pieza.
¿Cómo se determina la 'Densidad de Relleno' y por qué es importante?
-La 'Densidad de Relleno' se determina por el porcentaje que se establece y afecta la opacidad de la pieza. Un porcentaje más alto dará una pieza más opaca, mientras que un porcentaje más bajo la hará menos opaca.
¿Qué es la 'Retracción' y cómo se configura en Cura?
-La 'Retracción' es el proceso por el cual la impresora regresa un poco de filamento cuando cambia de capa para evitar goteras o cruces innecesarios. En Cura, se habilita la retracción, se establece la distancia de retracción y la velocidad de retracción para optimizar el resultado.
¿Por qué es importante ajustar la 'Velocidad de Impresión' y cómo se hace?
-La 'Velocidad de Impresión' afecta el tiempo total de impresión y puede influir en la calidad de la pieza. Se ajusta según la impresora y el tipo de pieza que se esté imprimiendo. El vídeo sugiere valores iniciales y menciona que los usuarios avanzados pueden personalizarlos según sus necesidades.
¿Qué son los 'Soportes' y cómo se configuran en Cura?
-Los 'Soportes' son estructuras impresas que brindan apoyo a las partes de la pieza que no están en contacto con la cama de impresión. En Cura, se pueden generar soportes y se pueden ajustar características como su densidad, el patrón y la forma en que se colocan en la impresora.
Outlines

This section is available to paid users only. Please upgrade to access this part.
Upgrade NowMindmap

This section is available to paid users only. Please upgrade to access this part.
Upgrade NowKeywords

This section is available to paid users only. Please upgrade to access this part.
Upgrade NowHighlights

This section is available to paid users only. Please upgrade to access this part.
Upgrade NowTranscripts

This section is available to paid users only. Please upgrade to access this part.
Upgrade NowBrowse More Related Video

Guía completa impresión 3D para principiantes: montaje, nivelación, CURA y primeras impresiones
Imprimir en 3D desde AutoCAD con Ultimaker Cura

TEM. 2 CAP. 9 Software impresión 3D
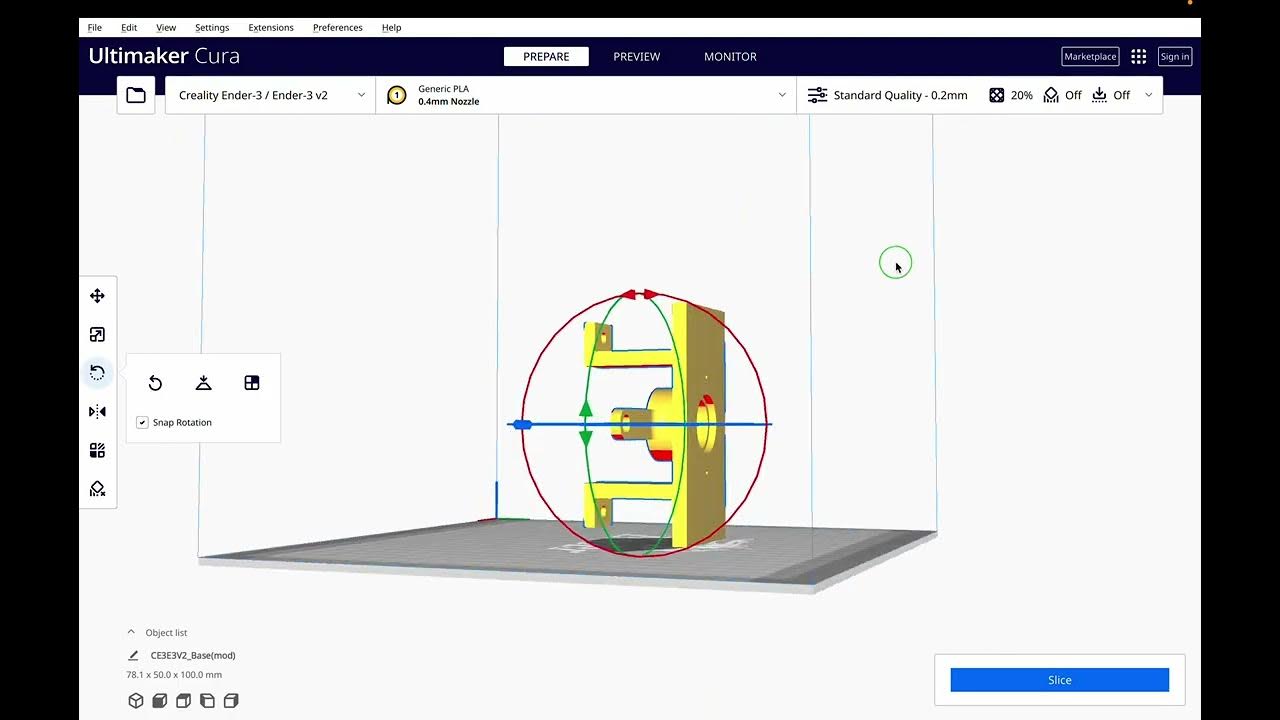
STL a G code con Ultimaker CURA

Impresión 3D - PARTE 2 (Cómo generar codigo G en CURA)
Impresión 3D - PARTE 1 (cómo imprimir en 3D)
5.0 / 5 (0 votes)
