Precision Hole Reaming Video
Summary
TLDRThis video tutorial instructs viewers on achieving a precision-sized hole using a reamer. It explains that standard drills tend to enlarge the hole, so a reamer is necessary for exact sizing. The video demonstrates the process of pre-drilling a hole undersized by 1/64 inch and then using a reamer at half the drill's RPM and double the feed rate to refine the hole to the desired 0.375-inch size. It emphasizes the importance of maintaining adequate pressure and using cutting fluid for optimal results.
Takeaways
- ⚒️ Drills typically produce holes slightly larger than their size due to their sharpening angle and the blunt chisel point formed where the flutes meet.
- 🔩 To achieve an exact hole size, a reamer is used, which is sharpened differently from a drill and requires a pre-drilled hole that is undersized.
- 🛠️ Reamers are available in standard sizes, but custom sizes can be ordered to meet specific requirements for non-standard hole sizes.
- ⚙️ The RPM for a reamer should be half of what it would be for a drill, and the feed rate should be doubled to ensure a precise and clean cut.
- 🔧 Pre-drilling a hole 1/64 of an inch smaller than the desired finished size is recommended to allow the reamer to make fine adjustments without taking heavy cuts.
- 💧 Cutting fluid is used during the reaming process, especially for specific materials like aluminum or steel, to improve the cutting efficiency and tool life.
- 🔬 The reaming process requires maintaining adequate pressure to prevent the tool from running out of round, ensuring a precise and accurate hole size.
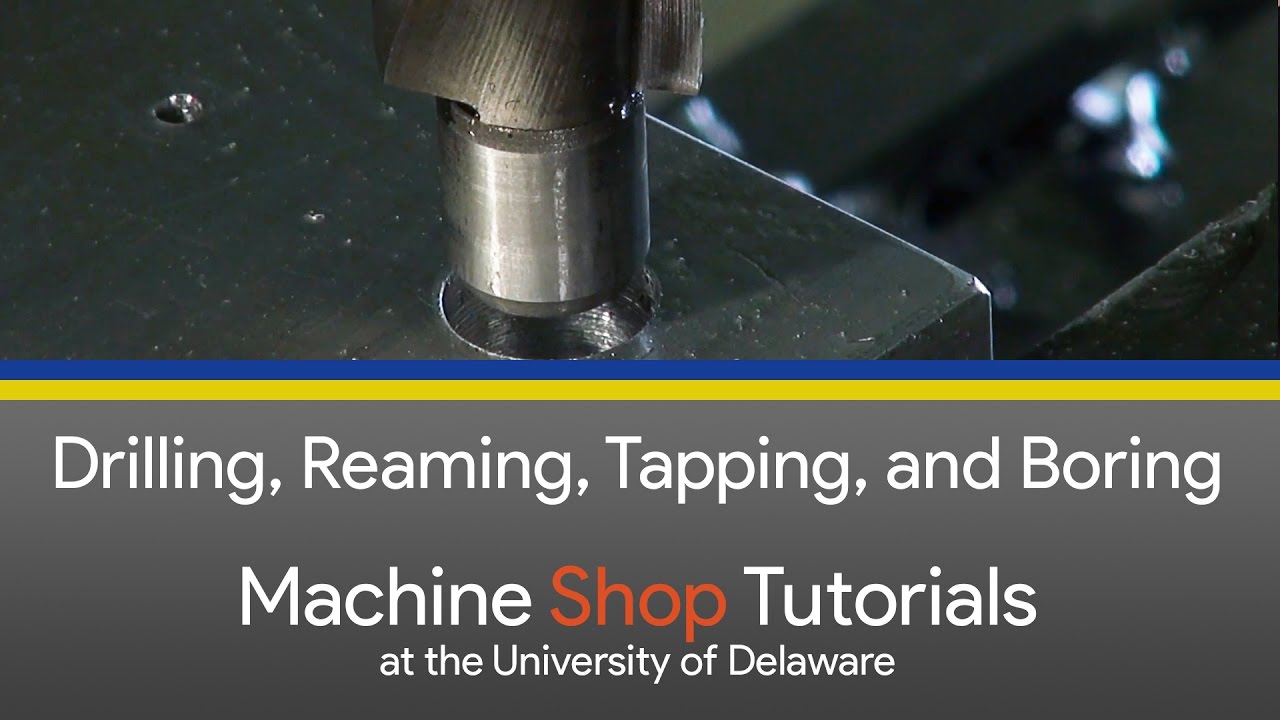
- 📏 The video demonstrates the use of a 3/8 inch reamer to produce a 0.375 inch hole, showcasing the precision achievable with the correct reaming technique.
- 🔧 Reamers are not designed to produce their own holes; they are meant to refine a pre-drilled hole to the exact desired size.
- 👁️🗨️ The importance of visual inspection and monitoring the reaming process is highlighted, as it helps in achieving the desired hole size and quality.
Q & A
What is the typical tool used to create a hole in a material?
-A drill or drill bit is typically used to create a hole in a material.
Why does a drill bit tend to produce a hole slightly larger than its size?
-A drill bit tends to produce a hole slightly larger than its size because the included angle of the drill bit is 118 degrees, and where each flute comes together, it forms a blunt chisel point, causing the drill to run a little out of round.
What is the purpose of using a reamer in hole production?
-A reamer is used to produce a hole of an exact size, especially when there are requirements for a mating component to fit comfortably or for a press fit.
How is a reamer different from a drill bit in terms of sharpening?
-A reamer is sharpened totally different from a drill bit. It cannot produce its own hole and requires a pre-drilled hole to be undersized before the reamer is used to finish the job and bring the hole to the desired size.
What is the standard procedure for using a reamer?
-To use a reamer, one must pre-drill the hole undersized and then use the reamer to finish the job, bringing the hole to the desired size.
Why is it important to pre-drill the hole undersized for a reamer?
-The hole should be pre-drilled 1/64 smaller than the finished size because reamers are not designed to take heavy cuts.
How does the RPM for a reamer differ from that of a drill bit?
-The RPM for a reamer should be half of what it would be if the reamer were a drill bit.
What is the recommended feed rate when using a reamer?
-The recommended feed rate when using a reamer is twice the feed rate of a drill bit.
What is the purpose of using cutting fluid when reaming?
-Cutting fluid is used to reduce friction and heat, and to help in the cutting process, especially when reaming materials like aluminum or steel.
How can one ensure that the reamer produces an exact size hole?
-To ensure an exact size hole, one should keep an adequate amount of pressure on the reamer to prevent it from running out of round, and maintain a consistent feed rate.
What size hole was produced in the example given in the script?
-In the example, a 3/8 reamer was used to produce a hole with an exact size of 0.375 inches.
Outlines

Dieser Bereich ist nur für Premium-Benutzer verfügbar. Bitte führen Sie ein Upgrade durch, um auf diesen Abschnitt zuzugreifen.
Upgrade durchführenMindmap

Dieser Bereich ist nur für Premium-Benutzer verfügbar. Bitte führen Sie ein Upgrade durch, um auf diesen Abschnitt zuzugreifen.
Upgrade durchführenKeywords

Dieser Bereich ist nur für Premium-Benutzer verfügbar. Bitte führen Sie ein Upgrade durch, um auf diesen Abschnitt zuzugreifen.
Upgrade durchführenHighlights

Dieser Bereich ist nur für Premium-Benutzer verfügbar. Bitte führen Sie ein Upgrade durch, um auf diesen Abschnitt zuzugreifen.
Upgrade durchführenTranscripts

Dieser Bereich ist nur für Premium-Benutzer verfügbar. Bitte führen Sie ein Upgrade durch, um auf diesen Abschnitt zuzugreifen.
Upgrade durchführenWeitere ähnliche Videos ansehen

How to Fix a Punctured Tire - Slime Tire Repair Plug Kit - Easy! - TO THE POINT, NO NONSENSE! - Tyre
CNC Mill Tutorials - 5 - Drilling, Reaming, Tapping and Boring

cara membuat lubang speaker | cara menentukan ukuran lubang speaker

1.5.7 Packet Tracer - Network Representation
How to Reduce Noise and Restore Audio in Adobe Audition
Membuat File CX Designer - Push button dan Bit Lamp
5.0 / 5 (0 votes)
